Dear Mr Razz Khan,
On Thursday, August 24, 2017 at 4:36:16 PM UTC+5:30, asif.raza wrote:
-- To reduce the number of welding qualifications with respect to the vast variety of base materials, ASME has categorized the materials into P No (Parent material No) based on their characteristics like chemical composition, mechanical properties and WELDABILITY.
For Example (based upon chemical composition & Mechanical Properties),
P No 1 - Carbon Manganese Steels
P No 3 - 1/2 Mo or 1/2 Chromium Steels
P No 4 - 1.25 Chromium - 0.5 Molybdenum Steels
(Similarly based upon weldability problems,
P No 4 - Steels susceptible to Hydrogen Induced Cracking/Cold Cracking
P No 8 - Steels susceptible to Hot Cracking
So Materials listed under particular P No will have similar weldability problems and prime focus should be given to mitigate the same.
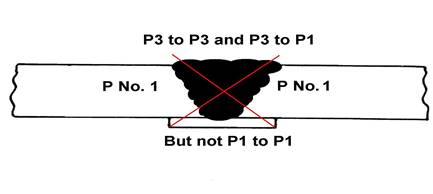
Coming back to your Case 1 : It does not qualify P No 1 to P No 1 because the electrode you would have used to weld for your WPS is E9018-B1 where as the recommended electrode for C-Mn steels are E7018, So if you use E9018-B1 for C-Mn Steels welding, your weld metal will have very high T.S (Approx 140 Mpa) than base metal ( Ductility would be reduced; Could fail bend test ) which in some cases are not allowed.
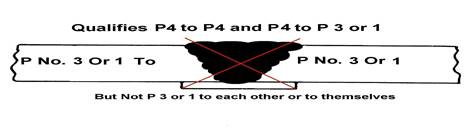
The same above explanation applies for your Case 2 also, where recommended electrode for P No 4 to P No 4 is E9018-B9.
To add further, Welding of P No 3 to P No 1 is allowed because one of the acceptance criteria for dissimilar welding is that the tensile strength of the weld should be between either of T.S of base materials. So, E9018-B1 could be used that causes gradual variation in T.S along the weldment occurs.
Hope this explains your queries.
Regards,
Bala Guru Nathan,
QA/QC Engineer, L&T Construction.
On Thursday, August 24, 2017 at 4:36:16 PM UTC+5:30, asif.raza wrote:
Dear all experts.
Pl need feedback and further in depth understanding on the following points:
Case1:
one metal from P No. 3 to any
metal from P No. 3 does not qualify P No. 1 to P No. 1
Case 2:
It qualifies one metal from P No. 4 to any
metal from P No. 4, 3 or 1. but does not qualify P No. 3 to P No. 3 or P No. 1 to P No.1
I would much appreciate if someone give more details regarding, grouping for base metals with weld metals, for similar and dissimilar metals.
Thanks
Razz Khan
Welding Inspector
https://materials-welding.blogspot.com/
https://www.linkedin.com/groups/122787
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
Visit this group at https://groups.google.com/group/materials-welding.
For more options, visit https://groups.google.com/d/optout.
Comments