


Sir,
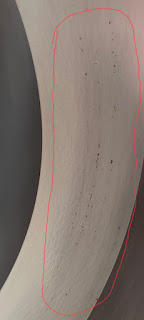
The above photo is one sample.
Regards,
R.Gowtham.
On Tue, Sep 10, 2024 at 4:17 PM sridhar cn <sridharcn305@gmail.com> wrote:
Mr. Gowtahm,Using an LPG burner or furnace is fine. Argon gas supplier is OK.Please send a photo of your defects and setup if possible and weld parameters like ampere,voltage, stick-out, travel speed (not rotation time), torch angle if you are using an SPM, gasflow rate, oscillation width, and position of the contact tip in the nozzle (is it inside oroutside—if so, how much, type/make of the welding equipment, nozzle opening, etc. todiagnose the issues.Sridhar.--On Tue, 10 Sept 2024 at 11:39, Karthick Flow Controls <kfccovaigm@gmail.com> wrote:Dear sir,Thank you for your feedback sir.We use LPG Cylinder for Preheat dia above 1000mm,We use Furnace for Small sizes.Argon Gas Used Praxair ( Linde).The below points,We will check in the Process.If you are using the GMAW process, make sure to keep a lower stick out and the correct amount of shieldinggas flow rate. A very low/high gas flow rate or welding without a flow meter may also induce porosity.Make sure not to open the Argon cylinder fully, as it may increase gas flow velocity and may induce pinholes.Mainly the defect is noticed in the Bore bottom Radius Area ,Second one Continuous dotted line in the Overlapping.Regards,R.Gowtham.On Mon, Sep 9, 2024 at 5:44 PM sridhar cn <sridharcn305@gmail.com> wrote:Mr. Gowtham,These sorts of problems are common in overly welding.Please make sure that jobs are preheated properly (not with Oxy-fuel gas; it may create pinholes)using LPG, according to your WPS.Make sure that the Argon gas is procured from a reputed brand and not from a local manufactureras it may not be pure even though certified for a 99.99% purity level.The overlay should not be done in an open area where air circulation is more and should be well-protectedfrom fan breeze, etc.If required, use UHP Argon (99.999% pure), but it will be very costly.GTAW and plasma arc welding could be more appropriate for the overlay technique.If you are using the GMAW process, make sure to keep a lower stick out and the correct amount of shieldinggas flow rate. A very low/high gas flow rate or welding without a flow meter may also induce porosity.Make sure not to open the Argon cylinder fully, as it may increase gas flow velocity and may induce pinholes.Hope the above information will be of help to you.C Sridhar.--------------------------------------------------------------------------------------------------------properly according to your WPS.--On Mon, 9 Sept 2024 at 10:57, Karthick Flow Controls <kfccovaigm@gmail.com> wrote:Dear sir,Welding Valve body & Adapter,(Ball Valve,Triple offset Butterfly,Trunnion mounted Ball Valve & Top Entry Ball Valve.Regards,R.Gowtham.On Fri, Sep 6, 2024 at 11:21 AM Mohd Siraj <mohd52100@gmail.com> wrote:WCB/LCB fitting elbow or tee components, pl follow,weld with CS filler wire first then start overlay.--On Thursday, September 5, 2024 at 11:07:20 AM UTC+3 Karthick Flow Controls wrote:Inconel 625 & 316L -GMAWShielding Gas - ArgonPosition -1GRegards,R.Gowtham.On Wed, Sep 4, 2024 at 4:08 PM 'J Prinsen' via Materials & Welding <material...@googlegroups.com> wrote:--First questions: which process, which shielding gas, which welding position, which welding parametersRegardsJurgen Prinsen IWEWeld-Tech BVWelding Engineering and ConsultancyVan: "Karthick Flow Controls" <kfcco...@gmail.com>
Aan: "Materials & Welding" <material...@googlegroups.com>
Verzonden: Woensdag 4 september 2024 07:26:39
Onderwerp: [MW:35217] Overlay welding defectsDear Experts,Welding Overlay, After Machining the Pin holes and blow holes noticed in Overlapping Joint area, After attend the defects, It will open some other places, The defects noticed Uniform inline. ( Overlay Material ,316L ,Inconel 625 ,St6 & ST21,Base Material WCB/LCB),How to prevent the defects?Regards,R.Gowtham.--
https://materials-welding.blogspot.com/
https://www.linkedin.com/groups/122787
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-weld...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/33a4e532-e9d1-45f0-a35f-2172b2263b12n%40googlegroups.com.
https://materials-welding.blogspot.com/
https://www.linkedin.com/groups/122787
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-weld...@googlegroups.com.To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/1591554008.13124552.1725439862211.JavaMail.zimbra%40online.nl.
--Thanks & Regards,R.GOWTHAM.KARTHICK FLOW CONTROLS,1/575 SNMV College Road,Mallumichampatti,Coimbatore - 641 050.Website: http://www.karthickflow.com
https://materials-welding.blogspot.com/
https://www.linkedin.com/groups/122787
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/287ab92f-439c-461a-9c0d-6a9c21ca53abn%40googlegroups.com.
----Thanks & Regards,R.GOWTHAM.KARTHICK FLOW CONTROLS,1/575 SNMV College Road,Mallumichampatti,Coimbatore - 641 050.Website: http://www.karthickflow.com
https://materials-welding.blogspot.com/
https://www.linkedin.com/groups/122787
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/CADsiqoGENtjXWAmz5FGB0JFFwQN0GAQ%3Dk9385JFQ-J7cn920tg%40mail.gmail.com.
https://materials-welding.blogspot.com/
https://www.linkedin.com/groups/122787
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/CAHo%3DYigTK9QZO4qm5sp4r%2BsamNy1LJ8baGBkepB5RB4qJcR%2Bug%40mail.gmail.com.
----Thanks & Regards,R.GOWTHAM.KARTHICK FLOW CONTROLS,1/575 SNMV College Road,Mallumichampatti,Coimbatore - 641 050.Website: http://www.karthickflow.com
https://materials-welding.blogspot.com/
https://www.linkedin.com/groups/122787
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/CADsiqoF07SUcjCNiusS67UtZfecZYtn4VxbPKYsH7RHgpmt0dg%40mail.gmail.com.
https://materials-welding.blogspot.com/
https://www.linkedin.com/groups/122787
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/CAHo%3DYiirjOnqFjq-qf1do4L7JkN7mBi9cutaJDVRnJLgW%3DxzNA%40mail.gmail.com.
Thanks & Regards,
R.GOWTHAM.
KARTHICK FLOW CONTROLS,
1/575 SNMV College Road,
Mallumichampatti,
Coimbatore - 641 050.
Website: http://www.karthickflow.com
https://materials-welding.blogspot.com/
https://www.linkedin.com/groups/122787
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/CADsiqoF%2B8sYayxUEUruD9yV5-CtMjaWCwnAtHWf8Fv83oD7K7A%40mail.gmail.com.
Comments