Dear Sir,
Our case is SA 516 Gr.70, 70 mm thickness, and the welding process is SMAW + SAW.
I believe 300 mm (w) x 500 mm (L) dimension is enough. - Pls confirm
Thank You & Regards
Williams P Wilson
+968-94600828
QA/QC Engineer
Please consider the environment before printing this message
On Thu, Oct 6, 2022 at 7:17 AM 'james gerald' via Materials & Welding <materials-welding@googlegroups.com> wrote:
--Just for clarity.Below mail on calculation gives you the Length of the Test coupon.Width of the test coupon depends on thickness & welding processThanks & Regards
J.Gerald Jayakumar
On Tuesday, 4 October, 2022 at 03:50:54 pm GMT+4, 'james gerald' via Materials & Welding <materials-welding@googlegroups.com> wrote:Please also consider thickness & welding process.Thanks & Regards
J.Gerald Jayakumar
On Tuesday, 4 October, 2022 at 03:32:22 pm GMT+4, Sourav Bohrays <souravbohrays@gmail.com> wrote:for thickness less than 10mm -300x350mmthickness more than 10mm-300x400mmPTC should be as per each wps used as per each seam.if wps same for cat A and Cat B -1 ptc requireif wps use for dish head is same as cat A and B no ptc require extraif wps use for dish head is diff as cat A and B ptc require separaterefer below attach pic also--On Tue, 4 Oct 2022 at 16:36, williams p wilson <williamswilsonp@gmail.com> wrote:Dear Gerald Sir,Greetings!!Please advise the dimensions of the test plate.300 mm (W) x 500 mm (L) is enough.In our case one test plate is required for each welding procedure used for Cat. A & B Joints.80 mm thick dish heads are manufactured with a single joint - PTC is required for these joints.Thank You & RegardsWilliams P Wilson+968-94600828QA/QC EngineerPlease consider the environment before printing this message--On Tue, Oct 4, 2022 at 1:14 PM Sezgin Ckllı <euniversty@gmail.com> wrote:Thank you Mr. Gerald.Believe me, you've been very helpful.Thanks & Regards
Sezgin ÇAKALLI
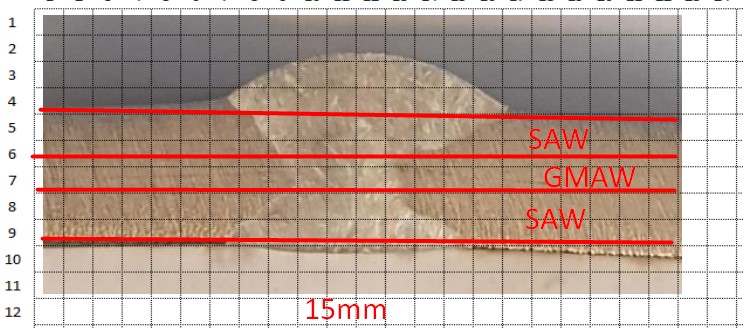
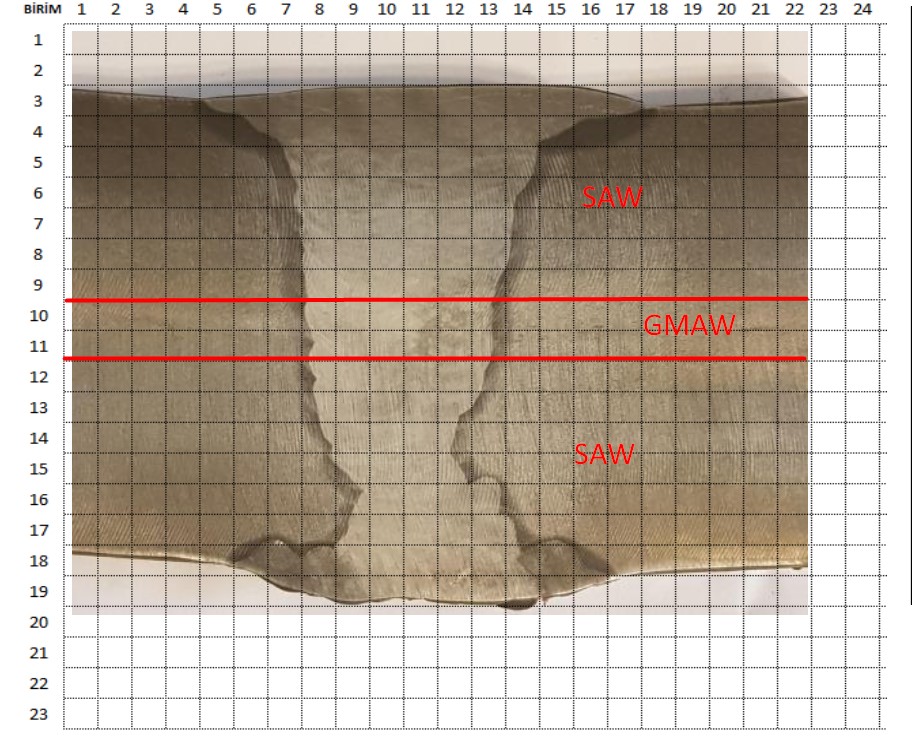
--4 Ekim 2022 Salı tarihinde saat 06:20:02 UTC+3 itibarıyla gerry_tup şunları yazdı:Figure (1)Weld (Thickness 15mm)1 set with notch in the weld 1.5mm from the top surface (SAW Process)If GMAW weld metal greater than 2.5mm, 1 set in GMAW weld subsizeHAZ1 set from 1/4t to 1/2t in SAW HAZIf GMAW weld metal greater than 2.5mm, 1 set in GMAW HAZ subsizeFigure(2) 50mmWeld1 set 1.5mm from the surface with the notch in the SAW weld1 set below the GMAW weld in the SAW weld near to centerline and notch in SAW weldIf GMAW weld metal greater than 2.5mm, 1 set in GMAW weld subsizeHAZ2 sets in HAZ as per table 84.6If GMAW weld metal greater than 2.5mm, 1 set in GMAW HAZ subsizeFigure (3) 35mmWeld1 set with notch in the weld 1.5mm from the top surface (SAW Process)1 set with notch in the weld 1.5mm from the root surface (GTAW Process)subsizeHAZ2 sets in HAZ as per table 84.6If GTAW weld metal greater than 2.5mm, 1 set in GTAW HAZ subsizeThanks & Regards
J.Gerald Jayakumar
That's why we subjected it to the impact test.
What I want to learn is how many samples should be taken from where in the sourced material I want to specify below?I will be glad, if you inform me.
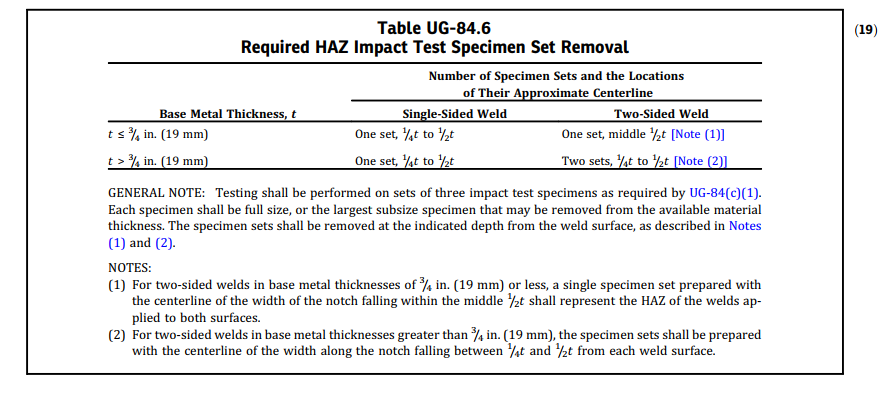
Yours truly--3 Ekim 2022 Pazartesi tarihinde saat 12:43:30 UTC+3 itibarıyla gerry_tup şunları yazdı:When Impact testing is a design requirement as per ASME Sec.VIII Div.I, production Impact testing is required. Only Impact test is the requirement as per ASME Sec.VIII Div.I unless other tests are required by your Client Requirement.For production Impact test follow below section.For any specific requirement as per below table, please describe in detail what clarification you require.Thanks & Regards
J.Gerald Jayakumar
Thank you Mr. J. GrealdBut as far as I have learned, please pay attention to the following paragraph and confirm its accuracy.**
RegardsSezgin ÇAKALLI--3 Ekim 2022 Pazartesi tarihinde saat 07:43:02 UTC+3 itibarıyla gerry_tup şunları yazdı:UG-84Thanks & Regards
J.Gerald Jayakumar
We design a pressure vessel according to ASME VIII Div.1 and our customer request shows "Production test plates according to Code requirements". Can you tell us the section showing where we can take samples from materials that vary according to their thickness. Or I need someone to contact me about the issue.
--
https://materials-welding.blogspot.com/
https://www.linkedin.com/groups/122787
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-weld...@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/3ff85526-0de0-44a3-b2f3-6ec89fe81124n%40googlegroups.com.
https://materials-welding.blogspot.com/
https://www.linkedin.com/groups/122787
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-weld...@googlegroups.com.To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/6278e0fc-2cf7-4528-a601-534d5a421c02n%40googlegroups.com.
https://materials-welding.blogspot.com/
https://www.linkedin.com/groups/122787
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-weld...@googlegroups.com.To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/e213243d-1b70-4c51-99ae-f9bc26d494fen%40googlegroups.com.
https://materials-welding.blogspot.com/
https://www.linkedin.com/groups/122787
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/e38ad76c-ec2e-41fb-96a0-073cdcb02d10n%40googlegroups.com.
https://materials-welding.blogspot.com/
https://www.linkedin.com/groups/122787
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/CAHBxnQ7B%3DJRnAO5%2BG8kCSn6sU6TKuYKoqeTgBmEnfkR62Zqzow%40mail.gmail.com.
https://materials-welding.blogspot.com/
https://www.linkedin.com/groups/122787
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/CAOWr6k_ZbnnWf5ixSSD5eW28r6TsF8ZrAcd79n-EM7MD7o8O3w%40mail.gmail.com.
--
https://materials-welding.blogspot.com/
https://www.linkedin.com/groups/122787
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/1513748930.2406174.1664883750460%40mail.yahoo.com.
https://materials-welding.blogspot.com/
https://www.linkedin.com/groups/122787
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/2136347863.2540816.1664908620606%40mail.yahoo.com.



https://materials-welding.blogspot.com/
https://www.linkedin.com/groups/122787
---
You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/CAHBxnQ5QAX-SaVceC3F_O_Pu%2BkLNh1Fn0gjGtr6yk478B6RJ3A%40mail.gmail.com.
Comments