You can’t judge a weld by its photo
You may be able to tell certain things from a photo, but not everything. No one knows that better than Josh Welton, whose weld photos garner a lot of attention and feedback.

Taking a picture of a weld isn’t the easiest thing to do. A beautifully laid bead can appear uneven at certain angles, while lighting can hide the flaws of other welds. I’ve been taking and posting pictures of my welds for more than a decade. Sometimes they are used as an educational tool, but mostly they are for entertainment and to garner attention for my work. The cynic will say they don’t have time for that kind of foolishness. Well, it’s helped me build my business, which in turn helps me make a living. So I’ve got time for it.
Some folks enjoy social media for pictures of exotic cars and pretty girls, others like cats or watches or boats. Tradesmen like welding pics. A weld can be like a signature, and the best welders have their own unique style. That’s not to say style trumps substance. First and foremost, the thing has to hold. But substance without style is boring. There’s no reason you can’t have both.
Anytime you post photos of your work publicly, no matter the subject matter, you open yourself up to judgment. It’s not always fair, but that’s just life. However, here’s a word to the wise. When it comes to saying a weld will or won’t pass based on looking at a photo, or that you know for sure how it was or wasn’t accomplished: don’t.
I can’t count the number of times I’ve had an “expert” tell me what was wrong with whatever weld I had posted that day, or that I was lying about how it was done. The face was concave, or convex. The legs weren’t equal. The weld was too small, or too big. I had welded it with more heat than was allowed, or without enough. The technique was wrong. There was undercut. It was washed. Or, if they do think the weld looks good, a robot did it!
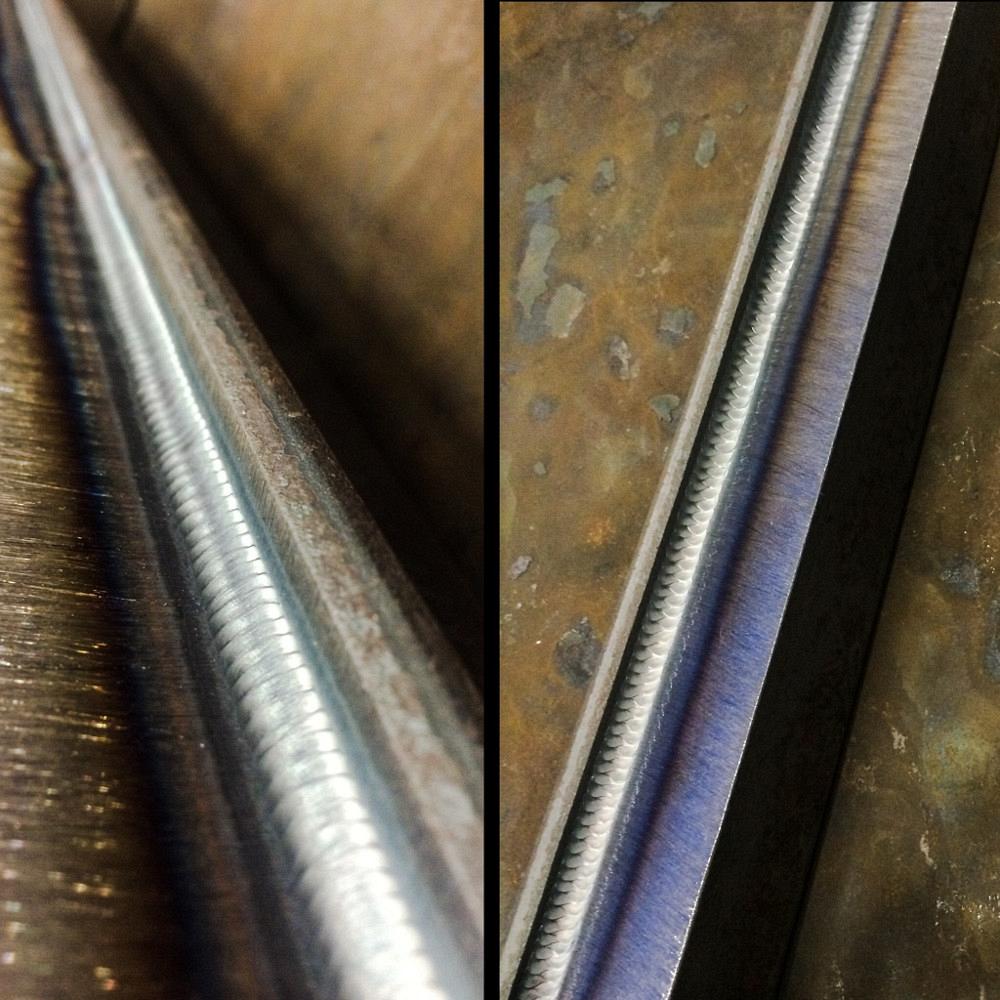
A picture can easily deceive. Shadows can look like undercut. Perspective is easily skewed. Does that weld have a ¼-in. face or a ½-in. face? The only way you’d know is if I told you.
I had one gentleman insist that a weld I posted was not only undersized, but the legs were unequal and the colors showed that I welded too hot. He was wrong on all counts, but not easily dissuaded. I ended up asking him, “Let’s say, hypothetically, the legs are unequal. So what? And what material is it, anyway? How thick is it? Can you tell me the procedure I welded to?” Of course, he couldn’t answer any of these questions. And that last one holds the real key.
Here’s the thing. In welding, there is no “one size fits all” or “grand unified theory of everything.” There are welding procedure specifications (WPS), in which a specified process in a specified direction on a specified joint for a specified material is qualified.
Sometimes the procedure is for multiple processes, directions, joints, and materials. There’s an allowable range of heat, angle, filler, etc., etc., etc. And, there are many, many thousands of WPSs. All qualified, but to varying degrees. Visual, X-ray, ballistic, ultrasound, so on and so forth.
The company I currently work for has close to 200 certified procedures. Some procedures call for unequal legs. Some call for concave welds. There are times when welds larger than you’d think necessary are absolutely required, and others when the process calls for a tiny, tiny bead.
I don’t care how perceptive or experienced or talented you are (or think you are), you can’t gather this information from any photo, let alone one from a crappy phone camera.

And this is why, unless someone is having issues and asks me a fairly specific question, you’ll rarely see me comment on another person’s posted welds other than a general “nice work.” And I might be referring to the weld . . . or the photography.
All images courtesy of Brown Dog Welding.
Source: http://www.thefabricator.com
Comments