Dear Mr.Pradip Goswami'
Please shared the remaining avrbation of B1,B3,B9 IN TABLE.
On Sunday, October 21, 2012 at 5:22:14 AM UTC+3, pgoswami wrote:
Hi Zakaria,Dissimilar welds between Grade-91 to other lower alloyed steels e.g grade 11 and grade 22 are quite common. However a straight change from Grade-91 to Carbon steel is a Bad Design, unless the margins provided by the OEM takes care of the service induced damages.A straight service induced damages could be a few as mentioned:-
Pradip Goswami,P.Eng.IWE
Welding & Metallurgical Specialist
Ontario, Canada.
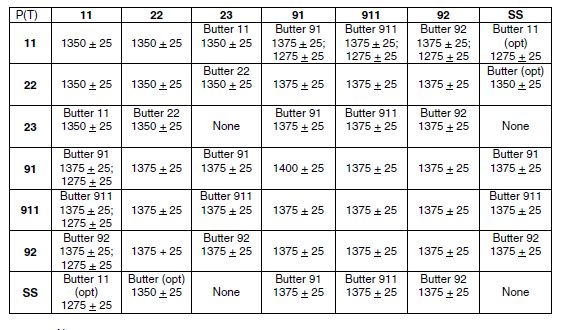
Dissimilar Welding Filler Metal Selection-
Recommended PWHT Temperatures (
0F) for Dissimilar Welds
From: material...@googlegroups.com [mailto:material...@googlegroups.com ] On Behalf Of Zakaria ghrab
Sent: Saturday, October 20, 2012 6:29 AM
To: material...@googlegroups.com
Subject: [MW:15720] PQR - WPS - PWHT P91 to CSDear experts,
Need your support.
We performed one PQR P91 grade ( P number 15E) to Carbon steel (P number 1) welded GTAW/SMAW ER90S-B9 / E9015-B9, 11mm thickness, PWHT @ 740°C - 40 minutes.
PQR and related WPS already approved by our client. but the Owner consulting agency sent to us some comments :
1- No possible to weld P91 directly to CS shall add transition material P11 grade : We answer that it's design issue and i requested some explain / calculation from design. -- This is a good and conservative design. If accepted one may have to weld the transition pieces, i.e involving welds between P91-P4 & P4-P1 base metal.The PWHT may be controlled to the better extent such that the P1 base metal would not get over tempered.
2- Should use filler metal compatible with lower grade material : i answer that can make choice of filler metal between to material grades (included) so we can weld with lower, heigher or iontermediate filler metal when mechanical properties is ok and don't have ebjection from project spec. --If you're welding in the above sequence recommendation would be :
3- this is the main issue : PWHT @ 740 °c is heigher than lower critical temperature for CS so we must perform PWHT in intermediate Temperature : in this case if will do like this WPS will not supported by Prepared PQR; --740Deg Cis quite high a temeprature for P1 steel , which could cause over tempeating of this steel
PQR approved by Client and weld already done, i propose to perform hardness test, PMI and metallographic replic in production ( just one weld) to confirm.
Need your support .
Regards.
--زكرياء غراب
GHRAB Zakaria--
To post to this group, send email to material...@googlegroups.com
To unsubscribe from this group, send email to materials-weld...@googlegroups.com
For more options, visit this group's bolg at http://materials-welding.blogspot.com/
http://www.linkedin.com/groups/MaterialsWelding- 122787?home=&gid=122787&trk= anet_ug_hm
The views expressed/exchnaged in this group are members personel views and meant for educational purposes only, Users must take their own decisions w.r.t. applicable code/standard/contract documents.


You received this message because you are subscribed to the Google Groups "Materials & Welding" group.
To unsubscribe from this group and stop receiving emails from it, send an email to materials-welding+unsubscribe@googlegroups.com.
To post to this group, send email to materials-welding@googlegroups.com.
Visit this group at https://groups.google.com/group/materials-welding.
To view this discussion on the web visit https://groups.google.com/d/msgid/materials-welding/e4eb41d5-5740-42a9-bcd1-303d45befad7%40googlegroups.com.
For more options, visit https://groups.google.com/d/optout.
Comments