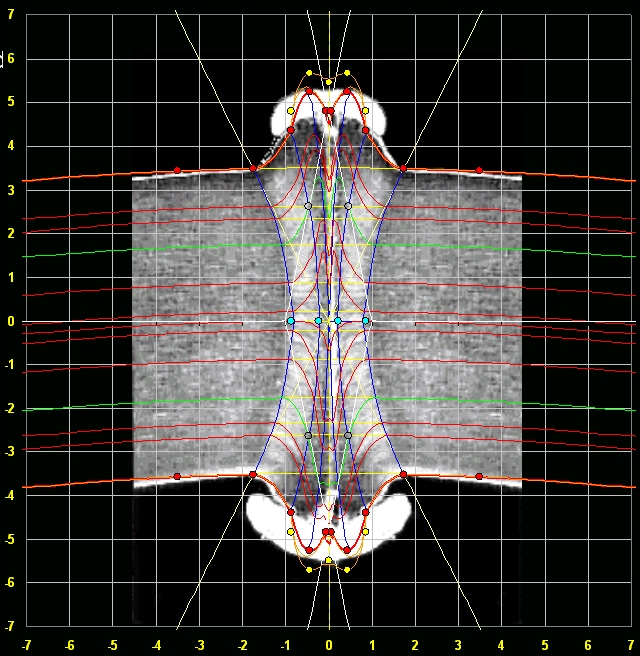
| By Flávio Braga, Virtual Tubes and Pipes Consulting, Brasil Introduction: The idea here is to have "only one evidence of the crime": a macrography from weld zone, 20X zoom, intended to show flow lines and heat affected zone (HAZ), and start up from this, to obtain a comprehensive analisys of weld. Virtual ERW - it's a simple, practical and powerfull tool to computer graphical evaluation of heat affect zone to electric resistance welded steel tubes and pipes, using only a digital macro photography from a sample of weld, changing from traditional subjective evaluation to complete objective and quantitative evaluation. The figures below explains the principle.
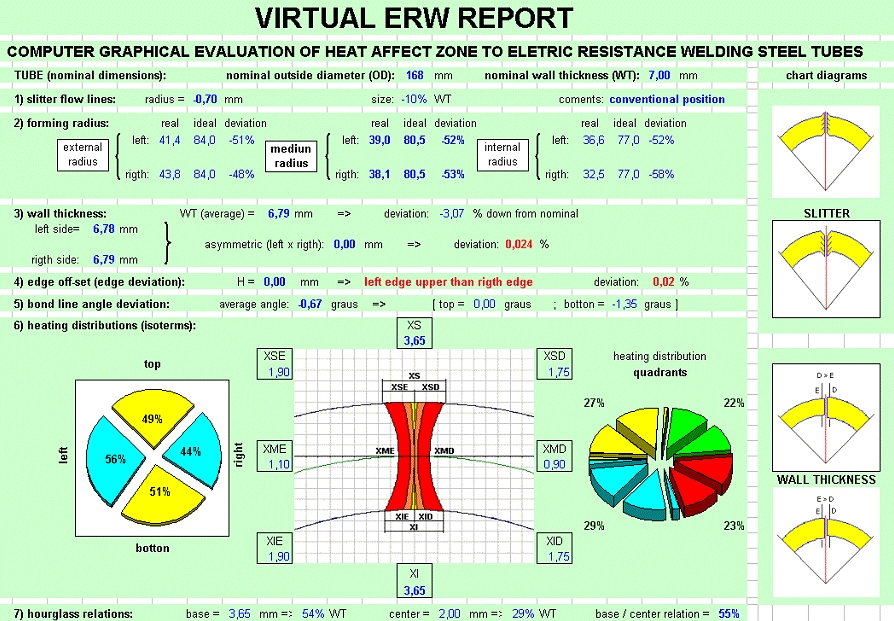
Do, automatically, one report with 10 basics points, to check the main requirements to ajust weld box to good weld.
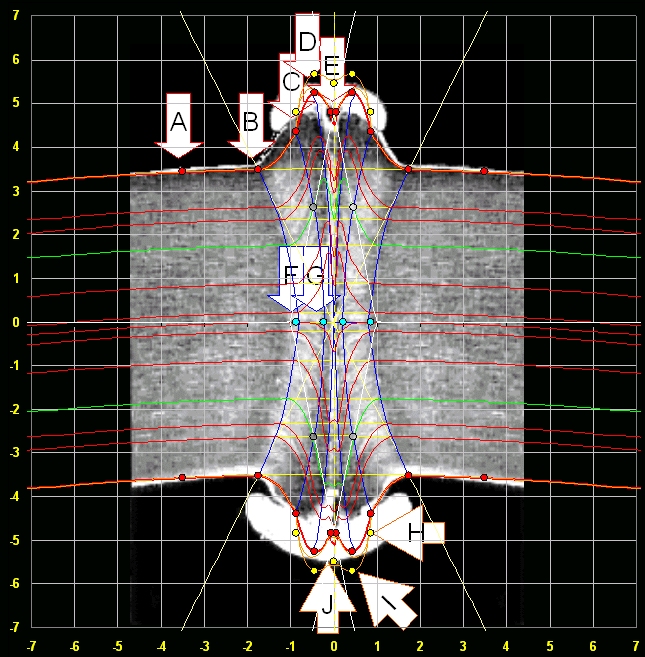
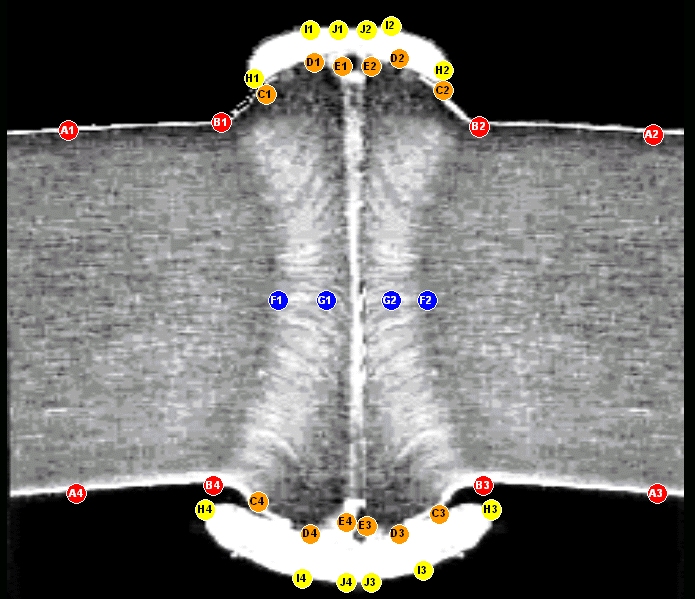
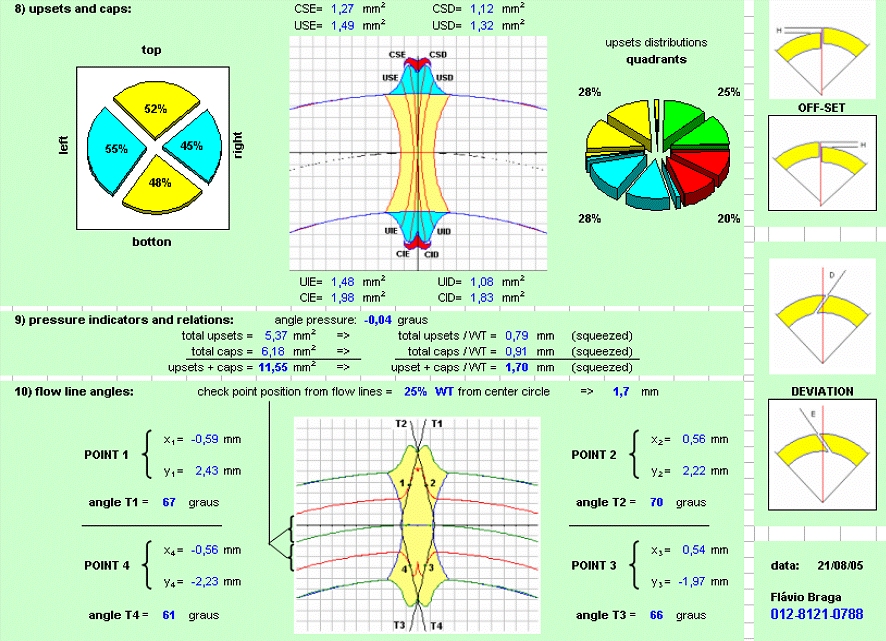
Step by step, the execution of graphical solutions:
REPORTS:
|
Introduction The colour formed when stainless steel is heated, either in a furnace application or in the heat affected zone of welds, is dependent on several factors that are related to the oxidation resistance of the steel. The heat tint or temper colour formed is caused by the progressive thickening of the surface oxide layer and so, as temperature is increased, the colours change. Oxidation resistance of stainless steels However, there are several factors that affect the degree of colour change and so there is no a single table of colour and temperature that represents all cases. The colours formed can only be used as an indication of the temperature to which the steel has been heated. Factors affecting the heat tint colours formed Steel composition The chromium content is the most important single factor affecting oxidation resistance. The higher the chromium, the more heat resistant the steel and so the development of the heat tint colou...
Comments